Brake setup
Setup time exists even for a simple one-bend bracket.
- Tooling and sequence have to be planned.
- The first part has to be checked.
- Setup cost matters most at low quantities.
Formed sheet-metal pricing is driven by more than material cost. Bend count, thickness, weight, handling, tolerances, and part geometry all influence setup time, forming risk, and final quote price.


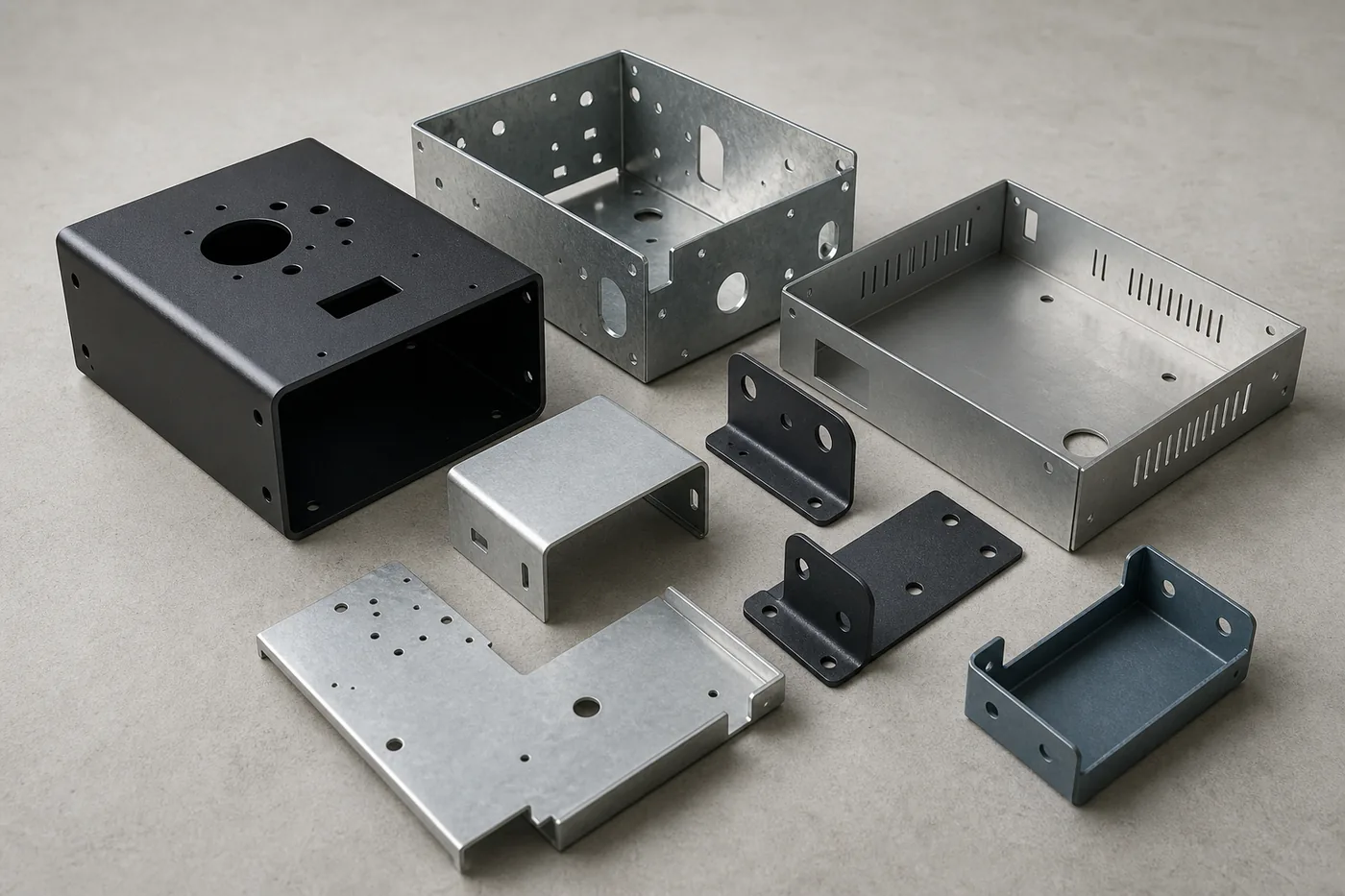
A formed sheet-metal part is not just a flat laser-cut blank with a bend added at the end. The brake setup has to be planned, the part has to be handled through each bend, and the geometry has to stay inside the physical limits of the brake.
Setup time exists even for a simple one-bend bracket.
More bends usually mean more handling and more chances for variation.
Weight changes how quickly the part can be moved through forming.
Two parts with the same bend count can price differently if one is small and easy to handle while the other is long, heavy, or difficult to sequence. Bend count is the starting point, not the whole answer.
Often the simplest formed-part case, but still not free.
Multiple bends increase labor and sequence decisions.
Remove bends that do not add function.
A thicker gauge usually costs more because it uses more material, cuts slower, weighs more, and requires more brake force. For formed parts, thickness is also tied directly to bend radius, die opening, and tonnage assumptions.
More thickness usually means slower cutting and a heavier blank.
A thicker part requires more force and more attention to bend behavior.
The quote needs to account for how the part moves through the brake.
Good cost reduction is not about making the part cheaper at any cost. It is about removing work that does not improve fit, strength, safety, or durability.
Keep bends and flanges purposeful.
Do not overbuild by habit.
Setup becomes less painful when spread across more parts.
Usually yes. Each bend adds handling and process time, and multiple bends can also increase setup and sequencing risk.
Heavy parts take more time and care to position, bend, and inspect. Once a part is over roughly 50 lb, it often needs slower handling or more support through forming.
Thickness changes material cost, cut speed, weight, bend radius assumptions, and brake tonnage. A small gauge change can affect both price and whether the part stays inside online brake limits.